

Detta hände för på den tiden som jag drev en liten mekanisk verkstad. En dag så hände det sig att åskan kom på besök i verkstaden, den visade sig genom att skjuta huvudströmbrytaren till min 32 kW skruvkompressor i bitar och samtidigt bränna lindningarna i elmotorn plus att nästan få mig att skita i byxorna där jag stod i lugn och ro och slipade på ett pumphjul till en invallningspump.
Som tur var så hade jag en försäkring som täcker denna typ av skador så vid en kontakt med försäkringsbolaget blev jag ombedd att sända dem en offert från en lindareverkstad på hur mycket det skulle kosta att reparera skadorna.
Jag tog kontakt med Asea i Karlstad och fick ett kostnadsförslag på 25 tusen kronor för själva omlindningen av elmotorn. Eftersom jag i mina unga år utbildat mig till elektrolindare så bestämde jag mig för att göra omlindningen själv och fick godkänt av försäkringsbolaget. De meddelade att de betalar en ny huvudströmbrytare samt 25 tusen kronor för omlindningen, minus 2000 kr i självrisk.
I Kristinehamn finns en liten lindareverkstad som drivs av mina forna arbetskamrater på den lindareverkstad som jag fick min utbildning på en gång i tiden. Där kunde jag köpa de material som jag behövde för att göra jobbet. Anledningen till att jag inte bad dem om en offert på omlindningen var att jag visste att de skulle bli mycket billigare än ASEA-service och jag ville ju naturligtvis ha en offert på en så dyr omlindning som möjligt att presentera för försäkringsbolaget.

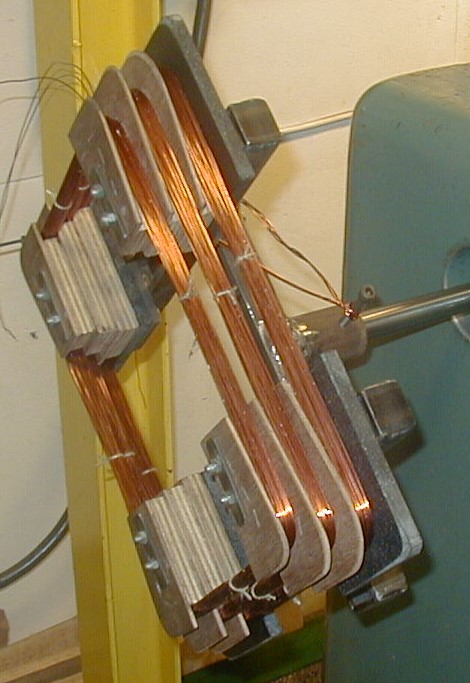
Ok. för att linda om en sådan motor så behövde jag en bra anordning till att spola de koppartrådar som utgjorde själva lindningen. Jag började därför att tillverka själva spolstommen för att spola härvorna på. Den monterades sedan i bakänden på min supportsvarv och en strömbrytare som jag kunde starta och stoppa svarven med kopplades in och placerades så att jag kunde manövrera svarven på avstånd med ena foten.

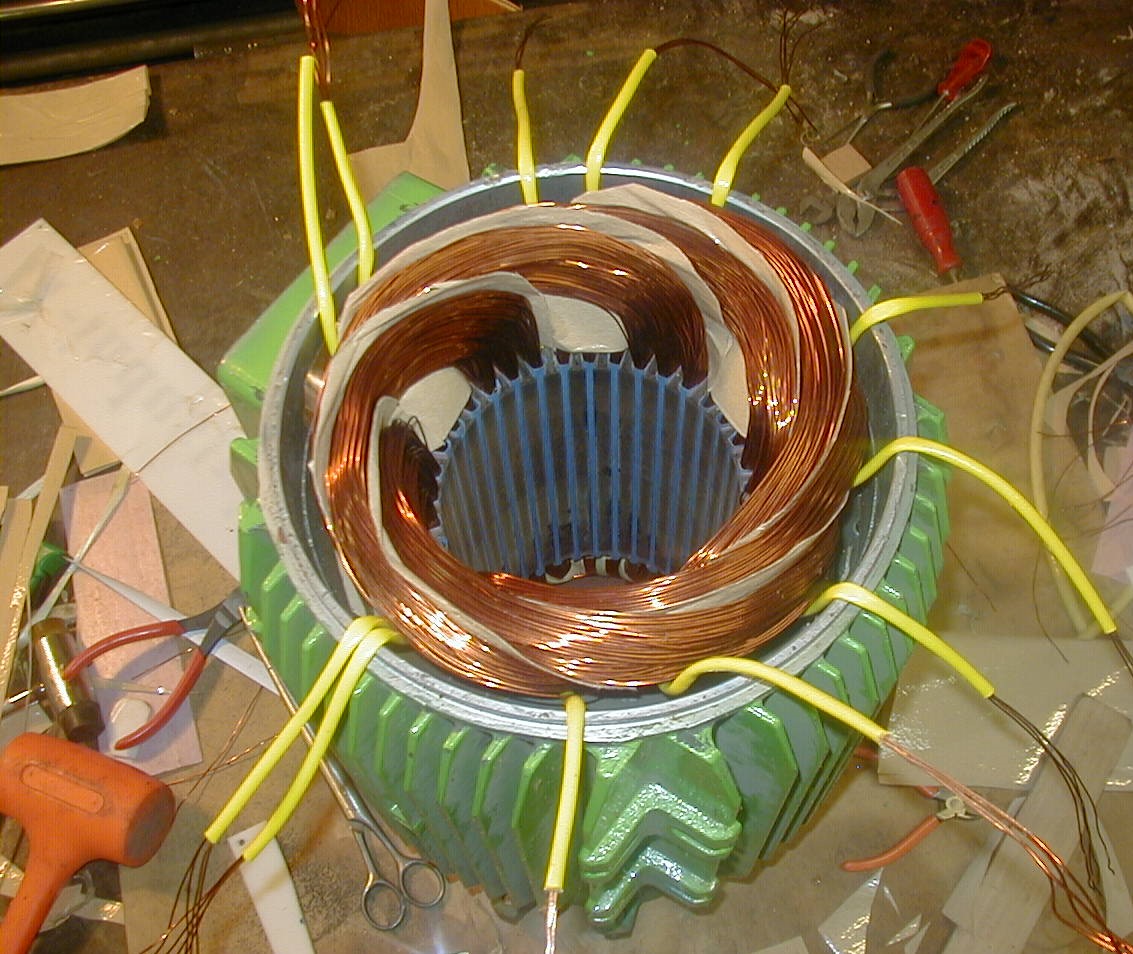
Härvorna lindades med 4 st parallella koppartrådar som hängdes upp på ett par galler till en postvagn. När sedan den gamla lindningen tagits ur och spåren omisoleras så var det dags att lägga in härvorna som spolades tre och tre i seriekopplade buntar. Motorn var 2-polig trefas så det åtgår 2 härvgrupper per fas, alltså totalt 6 stycken härvgrupper. Antal spår i statorn är 36 st så det ger 18 härvor fördelade i 6 grupper. med tre härvor i varje grupp. Bilden visar första gruppen ilagd. Endast ena sidan av den första härvgruppen läggs ned i dett skede. Den andra halvan av härvan läggs ned sist när alla härvor är ilagda för att man skall få dit den sista härvan in under den första så att lindningen blir symmetrisk.

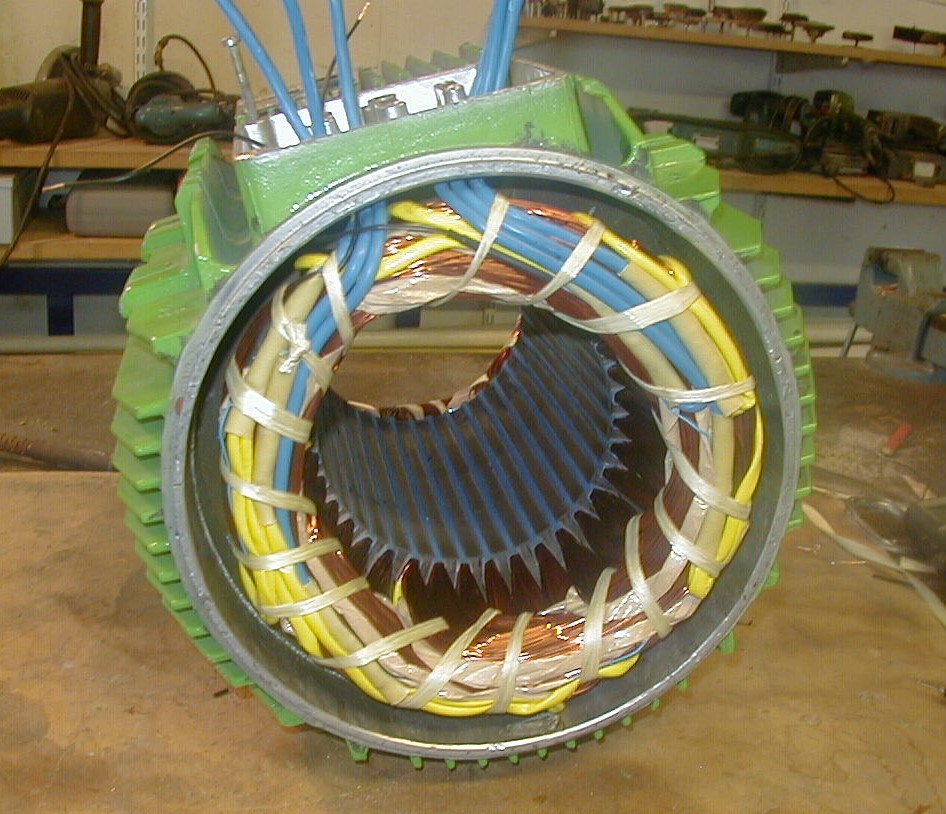
Sedan återstår att isolera mellan härvgrupperna, eftersom de blir kopplade till olika faser så är det viktigt att anbringa isoleringen på ett korrekt sätt. När detta är gjort så träds systoflex över koppartrådarna, de skrapas rena från isolerlack i ändarna och och sedan löds anslutningskablarna på. Skarvarna isoleras även de med systoflex. Sedan bandas lindningen tillsammans både på kopplingssidan och baksidan. När lindningen är klar så spolas den med härdlack och statorn härdas därefter i en lackugn över natten. Momentet med lackning och härdning fick jag göra på mina före detta arbetskamraters lindareverkstad. När lacken härdat så skrapar man bort allt lack med en hederlig morakniv på de ytor där inget lack får finnas, bland annat på statorns insida (luftgapet) och styrningarna för motorgavlarna. Materialkostnaden gick vid denna tiden på 1200 kr och tidsåtgången för hela omlindningen blev ca 8 timmar så det blev en ganska bra timpenning vilket väl kunde firas tyckte jag.

Lämna ett svar